









High-Barrier Packaging Films and Advanced Barrier Film Machinery : Applications and Innovations
High-barrier packaging films have revolutionized the packaging industry by ensuring food freshness, product durability, and extended shelf life. These films, combined with cutting-edge barrier film machinery, have become essential in various sectors, including food, electronics, and pharmaceuticals. This article delves into the evolution of high-barrier packaging films, their advanced production technologies, and the machinery driving their innovation.

The Evolution of High-Barrier Packaging Films
1. Early Applications of Basic Plastic Films
-
Development Stage:
In the early stages of food transportation, plastic films such as polyethylene (PE) and polypropylene (PP) were used as basic packaging materials, mainly for moisture and contamination proof.
-
Benefits:
Lightweight, low-cost, and effective for short-term transportation.
-
Limitations:
These basic plastic films had limited barrier properties against oxygen and water vapor, making them ineffective for preventing oxidation and spoilage, suitable only for short-term transportation.
2. Integration with Cold Chain Technology
-
Development Stage:
By the mid-20th century, cold chain logistics led to the use of multilayer films (e.g., PVC, EVA) and biaxially oriented films (e.g., BOPP, BOPA) to enhance strength and barrier performance.
-
Benefit:
Frozen food transport requires higher gas and moisture barrier properties to prevent freezer burn, dehydration, and oxidation.
-
Limitations:
Cold chain equipment could control temperature, but oxygen and moisture penetration still posed challenges.

3. High-Barrier Film Technology
-
Development Stage:
Starting in the 1970s, multilayer coextrusion technology allowed the combination of various materials (e.g., EVOH, PVDC, nylon), significantly enhancing barrier properties. Aluminum-coated films and oxide-coated film technologies were also gradually adopted for food packaging, especially for oxygen and light sensitive foods.
-
Benefits:
Multilayer coextrusion technology integrates different layers' functions (barrier, heat sealing, structural strength), providing comprehensive protection. Aluminum-coated films are highly suitable for long-distance transport of oxygen and moisture sensitive foods, such as snacks and coffee.
-
Limitations:
The cost of multilayer coextrusion technology and aluminum-coated films is relatively high, and recycling is more challenging.
4. Modified Atmosphere Packaging (MAP) Integration
-
Development Stage:
By the late 20th century, Modified Atmosphere Packaging (MAP) technology became widely used. This technology involves injecting gases such as nitrogen and carbon dioxide into packaging combined with high-barrier films to prevent oxygen permeation and reduce microbial growth.
-
Applications:
MAP technology combined with high-barrier films reduces oxygen content inside the packaging, preventing microbial growth and oxidation. After removing oxygen, inert gases like nitrogen or carbon dioxide are added to suppress bacterial growth. This method replaces traditional high-temperature, high-pressure sterilization in vacuum packaging, preserving freshness for longer during transportation. It is especially suitable for perishable foods and ready-to-eat meals that require high freshness levels.
-
Limitations:
Higher initial investment due to the need for precise equipment.
Key Materials for High-Barrier Packaging Films

1. EVOH (Ethylene-Vinyl Alcohol Copolymer)
-
Strengths:
Exceptional gas barrier properties due to its tightly packed molecular structure. EVOH has excellent gas barrier properties due to its molecular chains containing hydroxyl groups, which easily form hydrogen bonds, strengthening intermolecular forces.
-
Limitations:
Reduced effectiveness in high-humidity conditions due to its hydrophilic nature. Therefore, it is often used in combination with other materials or with adhesive layers bonded to PE. Additionally, high cohesive forces and crystallinity within and between molecules lead to poor heat-sealing performance.
-
Applications:
Premium vacuum food packaging and electronic materials.
2. PA (Nylon)
-
Strengths:
Tough, wear-resistant, and offers decent oxygen barrier performance. temperature resistance, chemical stability, ease of processing.
-
Limitations:
Strong moisture absorption reduces water vapor and gas barrier effectiveness. heat-sealing performance is poor. It is often used as an inner layer, combined with PE and adhesive layers.
-
Applications:
Frozen food and prepared meal packaging.
3. Comparison of Material Properties
| Material | Oxygen Transmission Rate (OTR) (c.c/m²·atm·23°C·dry) | Water Vapor Transmission Rate (WVTR) (g/m²·day·38°C·90%RH) | Application |
|---|---|---|---|
| Metal Type | 0.16~1.6 | 24~200 | Premium food packaging, electronic materials |
| PA (Nylon) | 80 | 200 | Frozen food, prepared meal packaging |
Horng Tair Nine-Layer High-Barrier Film Structure Cases
-
Asymmetric:PA/TIE/PE/TIE/PA/EVOH/PA/TIE/PE
-
Asymmetricc:PA/TIE/PE/PE/TIE/PA/TIE/PE/PE
-
Symmetricc:PE/PE/PE/PE/TIE/PA/TIE/PE/PE
-
Symmetricc:PE/PE/TIE/PA/EVOH/PA/TIE/PE/PE
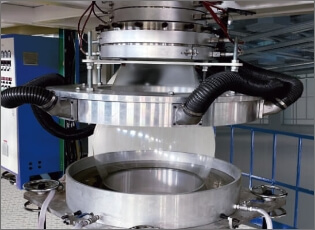
Advanced Barrier Film Machinery and Production Processes
Barrier film material development involves various processes and technologies, including stretching, multilayer coextrusion, and composite film techniques. Below are the main technologies and their pros and cons:
1. Stretching Process
This physical processing method involves mono directional or bidirectional stretching, aligning molecular chains in an ordered manner and making them more densely packed. This enhances structural strength and barrier properties, making it more difficult for small molecules to penetrate.
-
Advantages:
Increases physical strength and heat resistance, enhancing oxygen barrier properties.
-
Disadvantages:
Requires precise process control, and production costs are high. In some cases, additional barrier layers are needed to achieve superior performance.
2. Multilayer Coextrusion Technology
Coextrusion uses multiple layers of materials stacked together to combine different functional properties. Common structures include EVOH/PA/PE multilayers.
-
Advantages:
Integrates various barrier, strength, and heat-seal layers for enhanced overall performance.
-
Disadvantages:
High equipment and process requirements, leading to higher costs. Managing interfaces between different materials can be challenging, affecting layer adhesion.
3. Lamination Film Technology
Lamination film technology combines films of different properties into a multi-layer structure through adhesives, or through the other ways, so that molecules must pass through the multi-layer structure to penetrate into the packaging. This means there is an extended penetration path which makes the packaging achieves higher barrier performance and mechanical strength. It also makes up for the dilemma that non-polymer materials such as paper or metal cannot be co-extruded with plastic film.
-
Advantages:
Achieves good comprehensive performance through material combinations, suitable for diverse packaging needs.
-
Disadvantages
The process is complex, may use metallic or opaque materials, limiting visibility of contents and reducing consumer appeal. Adhesives may also have environmental impacts.
Horng Tair Industrial : A Leader in Barrier Film Machinery
At Horng Tair Industrial, we pride ourselves on being a leader in Asia in the development and production of advanced barrier film machinery. With our expertise in multilayer coextrusion technology and innovative film production processes, we provide cutting-edge solutions such as nine-layer high-barrier films, designed to meet the highest standards in food packaging, electronics, and more.
Looking for the best in barrier film machinery and solutions? Contact Horng Tair Industrial today to discover how our expertise and technology can elevate your business and keep you ahead of the competition. Let us help you take your packaging to the next level!

Discover More News
As experts in blown film technology, we continuously provide update on new products, exhibitions, personnel changes, and company developments